Prima del novecento vi era la figura del fonditore professionista che era contemporaneamente un fabbricante di campane o di pezzi di artiglieria e uno scultore.
Nel novecento nasce la vera e propria fonderia artistica, separata da quella per le campane o per l'artiglieria.
Nello stesso tempo nasce quindi la figura del fonditore separata da quella dello scultore.
L'artista, ovvero lo scultore, consegna il suo lavoro, un modello di creta o gesso o plastilina al fonditore affidandosi alla sua esperienza per la realizzazione dell'impronta negativa.
Oggi, l'uso del negativo in gomma siliconica facilita molto il lavoro poiché, data la sua grande flessibilità, permette di estrarre agevolmente il modello dal suo negativo in ogni sua parte.
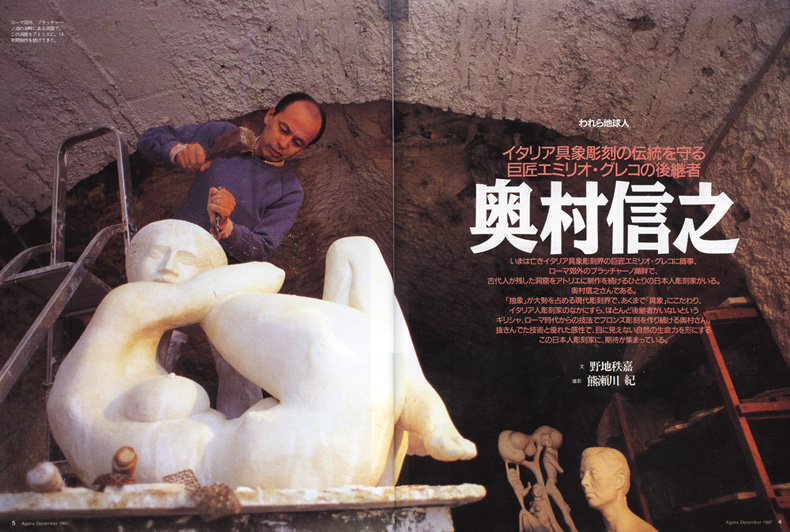
Da questa matrice negativa, il fonditore ricava un positivo in cera, cioè un esemplare in cera identico al modello originale, che viene controllato e ritoccato o dallo stesso scultore o dalle maestranze specializzate della fonderia.
Il modello originale e finale viene comunque ritoccato esclusivamente dallo scultore.
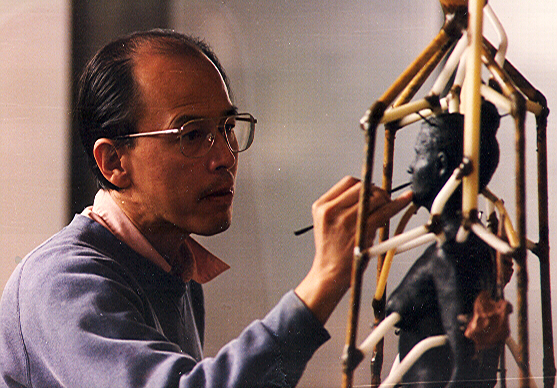
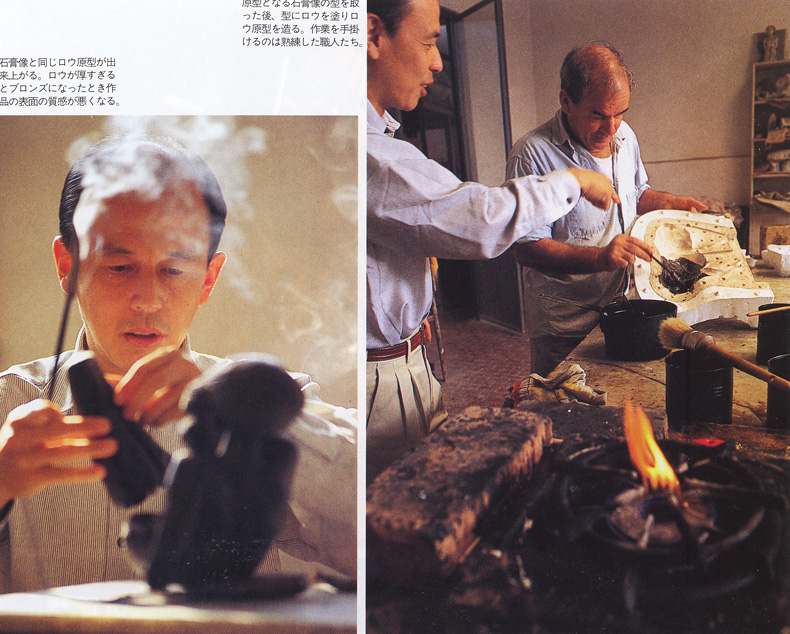
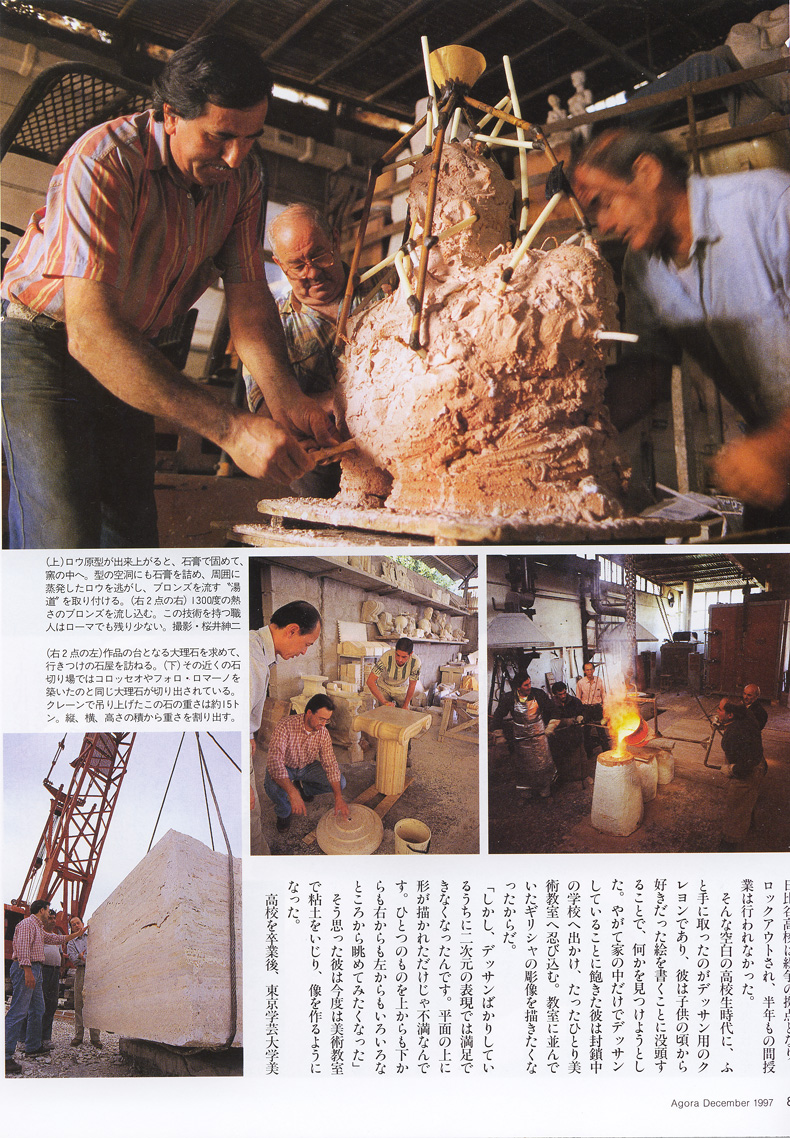
Giunti a questa fase, la cera deve essere preparata per la fusione vera e propria. Si montano così, con canne vegetali o di cera di vario diametro, i canali di entrata e di caduta del bronzo liquido (diametro maggiore), di alimentazione del metallo alle varie estremità della scultura (diametro medio) e i canali di sfiato per l'uscita dell'aria e dei gas prodotti dal bronzo fuso (diametro minore).
Tutta questa complicata operazione è simile al principio di arterie e di vene nel nostro corpo e richiede la massima perizia ed abilità nel saperlo giustamente approntare.
Il modello creato in cera di spessore identico a quello che il fonditore ritiene opportuno ottenere in bronzo, è stato precedentemente riempito con una miscela refrattaria (anima) e con lo stesso materiale viene ricoperto dopo che spilli e chiodi di ottone sono stati fatti passare attraverso la cera per mantenere nelle posizioni corrette la forma esterna e l'anima.
Il blocco di refrattario che racchiude la scultura viene posto in un forno e portato ad una temperatura tale per cui la il blocco si solidifica mentre la cera bruciata fuoriesce dagli stessi canali predisposti per la fusione. E' questa precisa fase di lavorazione che definisce questo tipo di fusione "a cera persa".